
Hola, ya sabéis que yo no pertenezco al mundo del CAM, hasta ahora ya que esto puede cambiar en unos días (tranquilos, no me han despedido ni cambio de trabajo ![]()
![]() ). Simplemente un amigo que tiene un taller, me a preguntado que si podría ayudarle con un par de piezas que se le están resistiendo. Las puede mecanizar inclinando la mordaza o amarrando la pieza de otra manera, pero el cree (y yo le he dicho que si), que se puede hacer las piezas de una sola atada.
). Simplemente un amigo que tiene un taller, me a preguntado que si podría ayudarle con un par de piezas que se le están resistiendo. Las puede mecanizar inclinando la mordaza o amarrando la pieza de otra manera, pero el cree (y yo le he dicho que si), que se puede hacer las piezas de una sola atada.
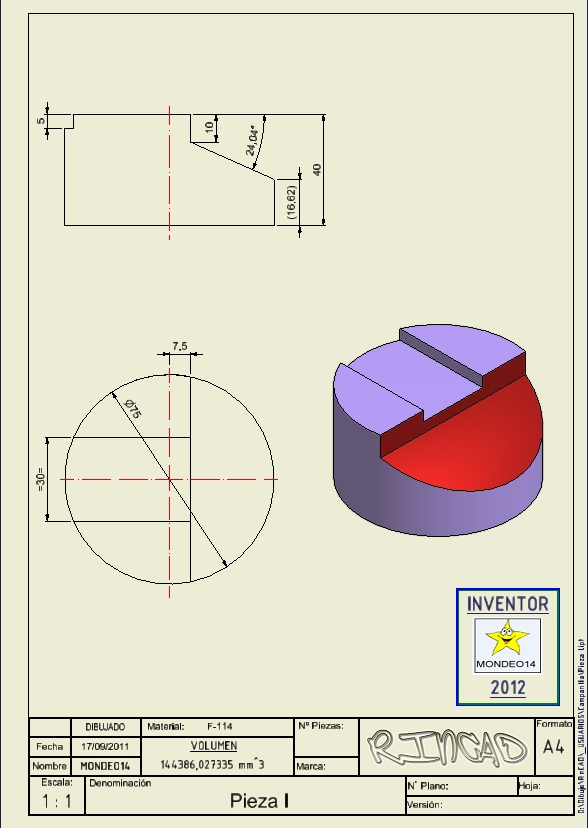
La primera pieza en cuestión es esta:

Os adjunto un pdf por si lo queréis imprimir o verlo mas claro.
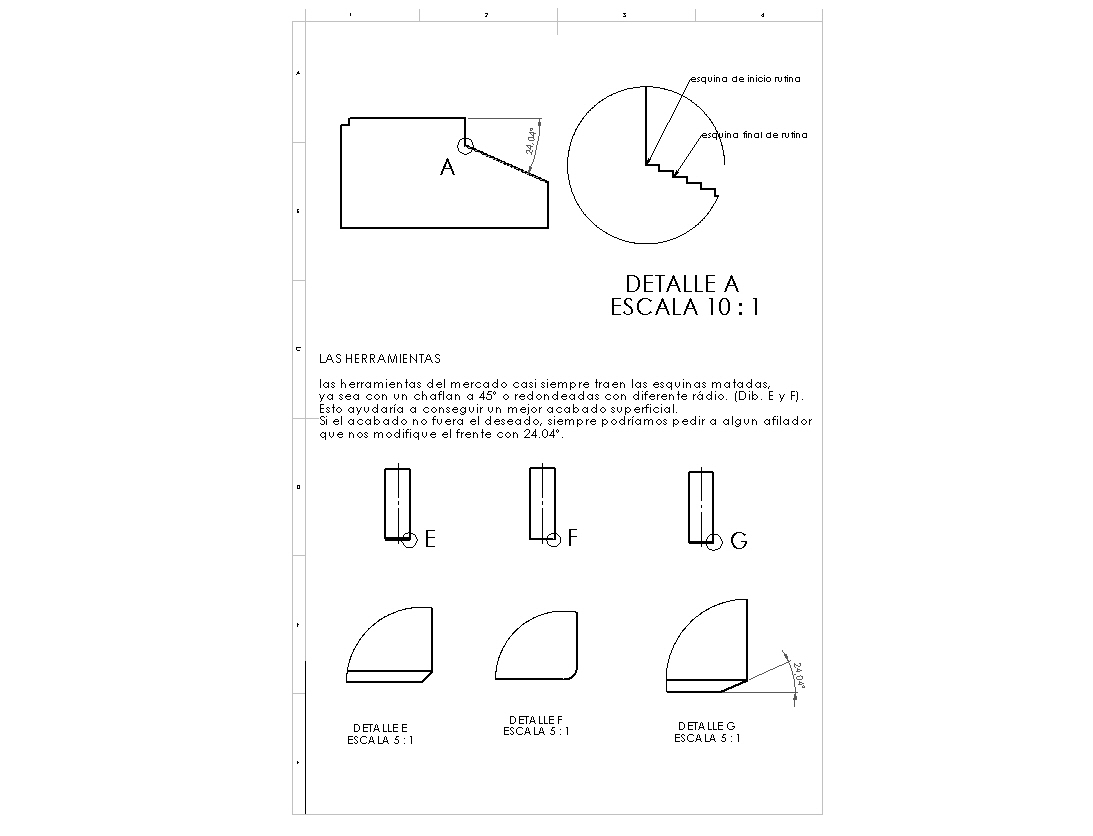
Os resumo, es una pieza de F-114 que lleva lo que os muestro, y mas cosas, pero que no son relevantes, ya que se pueden hacer fácilmente. El quiere amarrar con la mordaza por el ø de 75 y mecanizar toda la forma que os muestro. Planear y la ranura no es problema, el problema es hacer la zona ROJA en un control Fanuc (de momento no se el modelo, pero me lo dirá) y si no recuerdo mal, en ISO. Debe de haber alguna forma de hacerlo, pero no lo recuerda y el muchacho que está en la máquina por mas que lo intenta, no ha podido hacerlo. La precisión no es nada importante y la rugosidad tampoco mucho, es para librar alguna otra pieza que pasa por allí. Lo ideal sería poder decidir si se quiere mas fino o menos fino, es decir que las pasadas las pudiésemos variar, pero con hacerlo, nos conformamos, de momento ![]()
¿Vosotros como lo haríais y cual sería el programa que prepararíais para la zona ROJA? Os estaría muy agradecido si me podéis echar un cable, ya se que con CAM se hace de cine, pero el no tiene ni CAD, ni CAM (de momento).
A ver que me podéis decir del tema, ahora pongo otro post parecido.
Gracias adelantadas.