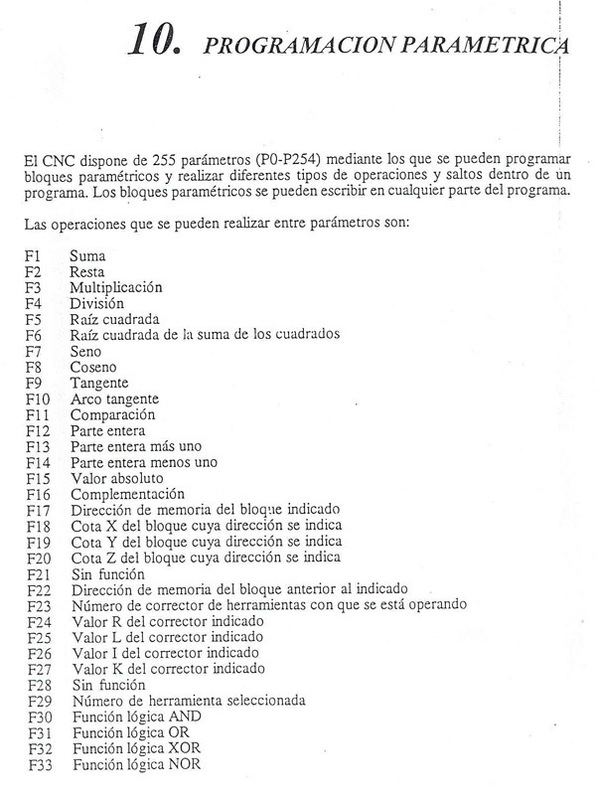
todo dependerá de los controles...
estos programas están hechos y mecanizados en una lagun
con control fagor 8025.......
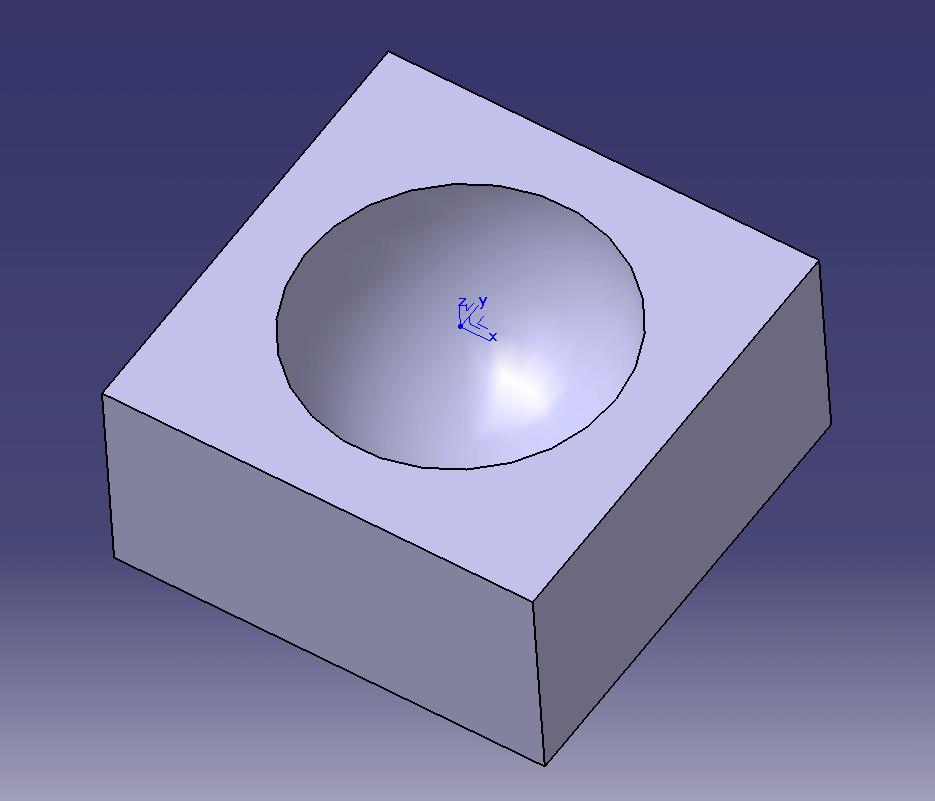
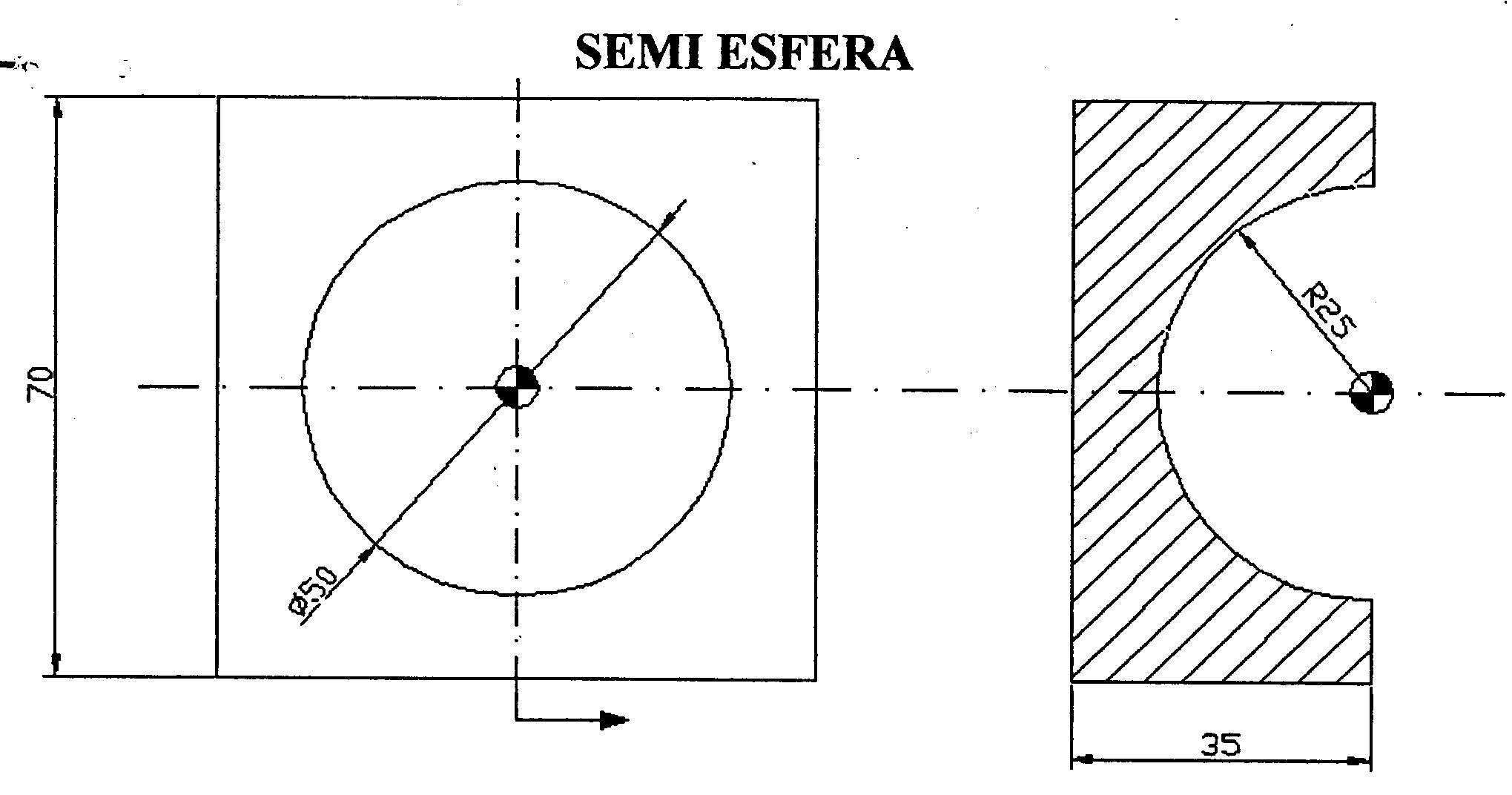
este primero es la matriz de un útil que hicimos para conformar unos
casquillos semi-esférico.....
P0= K20 --- radio mecanizado menos radio herramienta al ser interior
P1 = K0 --- ángulo inicial
P2= K90.001 --- ángulo final (para que la G28 se cumpla, para mecanizar 90°)
P3= K90 -- arco ha mecanizar
P4= K10 --- numero de pasadas (contador)
P5= P3 F4 P4 --- incremento del ángulo por pasada
P6= F7 Pl --- seno de P1 por pasada
P7= F8 P 1 --- coseno de P1 por pasada
P8= P0 F3 P7 -- incremento de " X " por pasada
P9= P0 F3 P6 --- incremento de" Z" por pasada
FRESA SEMI ESFERA DE DIÁMETRO 10
es evidente que este programa solo es el acabado de la superficie, el desbaste
se puede realizar de varias maneras....
Última edición por Mondeo14 el Mié Mar 22, 2017 7:45 pm, editado 6 veces en total.
Hola, muy buen aporte Zoxki,, estas cosas siempre son buenas tenerlas, luego nunca se sabe, y seguro estoi, que algun dia me hara falta
punto por tu aportacion
gracias luman.
pongo lo que creo que es mas sencillo y fácil de entender
por que como te he dicho en alguna ocasión del tema parametricas
hay que darle de comer aparte y hay que pillar el concepto bien...
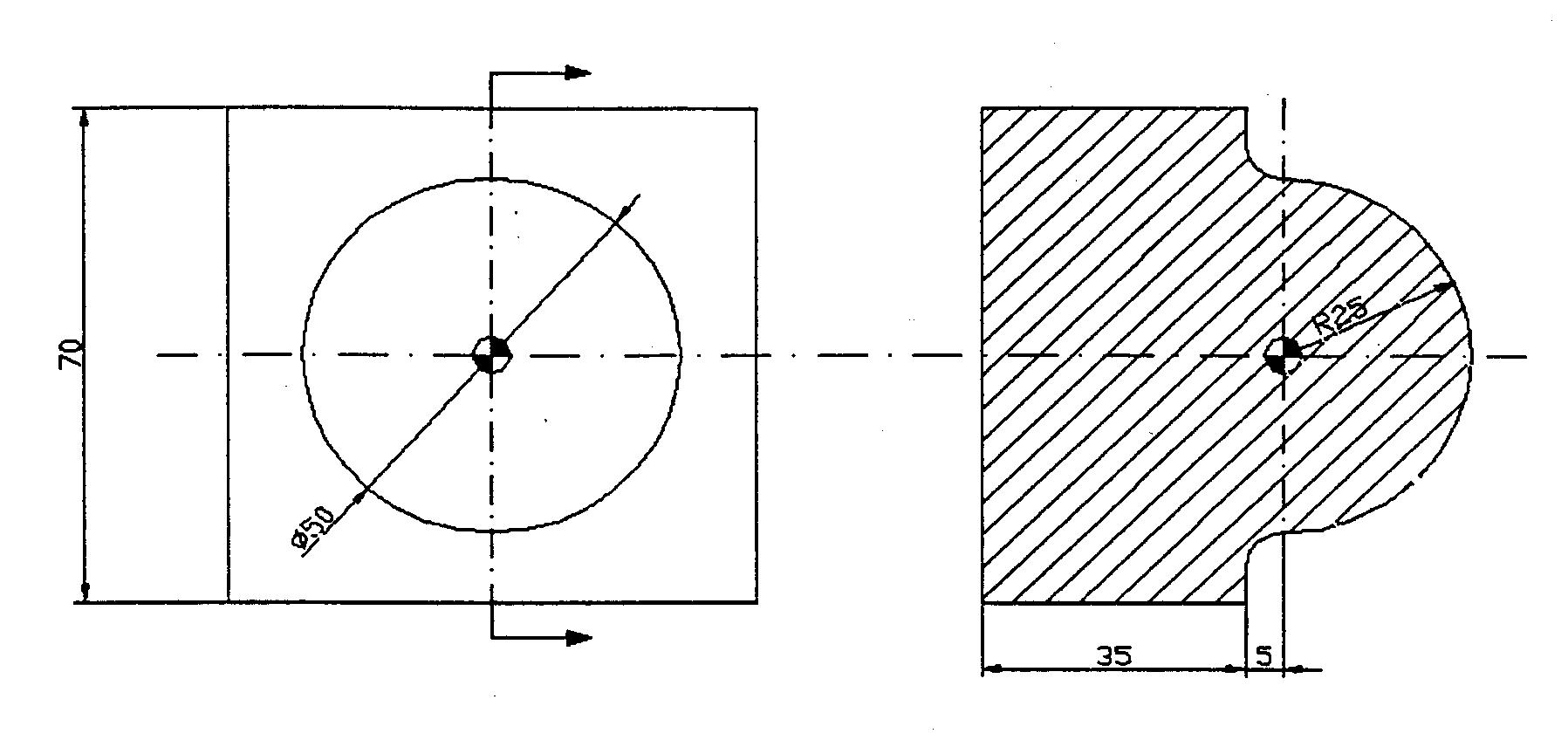
encontré los planos originales, los escaneo y los pongo mirar que
oficina técnica teníamos en mis años mozos...
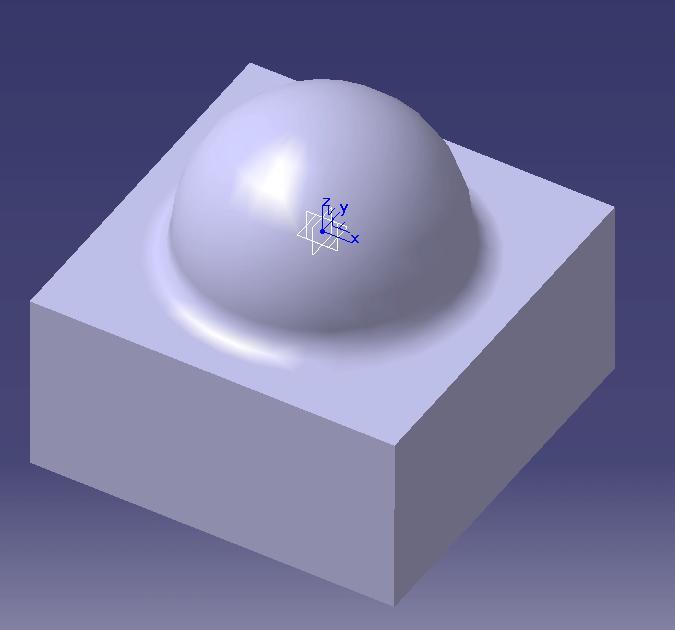
aquí va el macho para completar el útil de conformado.....
P0= K30 --- radio mecanizado mas radio herramienta al ser exterior
P1 = K0 --- ángulo inicial
P2= K90.001 --- ángulo final (para que la G28 se cumpla para mecanizar 90°)
P3= K90 -- arco ha mecanizar
P4= K10 --- numero de pasadas ( contador)
P5= P3 F4 P4 --- incremento del ángulo por pasadas
P6= F7 P1 --- seno de P1 por pasada
P7= F8 P1 --- coseno de P1 por pasada
P8= P0 F3 P7 --- incremento de " Z " por pasada
P9= P0 F3 P6 --- incremento de " X " por pasada
FRESA SEMI ESFERA DE DIÁMETRO 10
al igual que comente en el post anterior este es el programa de acabado
de la superficie....
Última edición por Mondeo14 el Mié Dic 28, 2016 12:03 am, editado 4 veces en total.